
Cutie de viteze extruder din plastic
Cutie de viteze extruder din plastic, producători de cutii de viteze extruder, cutie de viteze extruder de vânzare, reparare cutie de viteze extruder, cutie de viteze extruder sterilă, cutie de viteze extruder cu două șuruburi
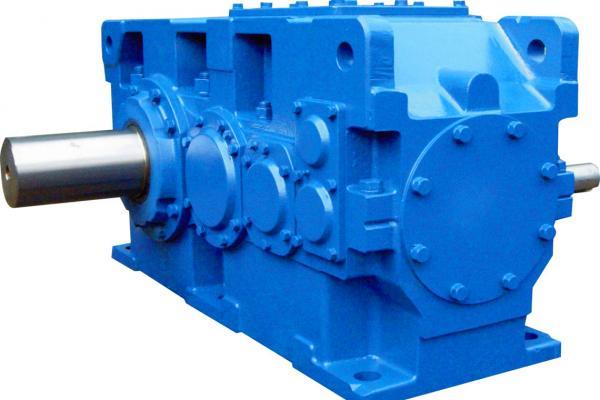
Cutia de viteze cu suprafață dură din seria ZLYJ este o componentă de transmisie a scaunului cu presiune cu curea dințată dură de înaltă precizie proiectată pentru extruder cu șurub din plastic. Proiectarea produsului adoptă specificațiile tehnice specificate în JB / T8853-2001. Dispune de oțel aliat de înaltă rezistență pentru piese de viteze și arbori. Angrenajul este prelucrat prin carburare, stingere și măcinare. Acuratețea treptelor este GB10095-88.6. Duritatea suprafeței dinților HRC54-62. Un rulment de împingere supradimensionat este dispus la capătul frontal al arborelui gol de ieșire pentru a rezista forței axiale de lucru a șurubului. Principalele piese standard, cum ar fi rulmenții și garniturile de ulei, sunt realizate din produse interne de înaltă calitate și pot fi, de asemenea, echipate cu produse importate în funcție de nevoile utilizatorului. Întreaga mașină are caracteristicile de volum mic, capacitate de încărcare mare, transmisie stabilă, zgomot redus și eficiență ridicată. Performanța produsului a atins nivelul avansat internațional.

Caracteristici de performanță:
Combinația cutiei și a rulmentului de tracțiune contracarează forța axială, iar rulmentul inferențial este dispus la camera de ulei a cutiei de viteze pentru a îmbunătăți fiabilitatea operațională.
Reglajele mici pot fi utilizate pentru a regla distanța de centru
Putere mare de transmisie, poate rezista la cuplul ridicat și forța axială
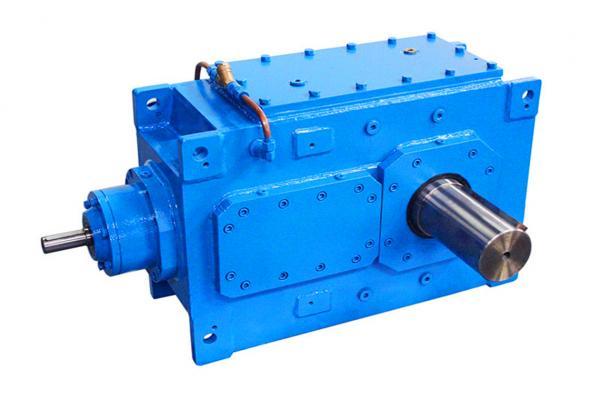
Cutia de viteze specială pentru extruder este o componentă de transmisie cu capacitate mare de încărcare a suprafeței dinților dure cu scaun de tracțiune proiectat cu referire la produse similare străine pentru extruder cu șurub din plastic. Proiectarea produsului adoptă specificațiile tehnice stipulate de ZBJ19009-88. Caracteristicile sale sunt că angrenajele și piesele arborelui sunt fabricate din oțel aliat de înaltă rezistență, prelucrate prin carburizare, stingere și șlefuire. Precizia angrenajului este GB10095-88, nivelul 6. Duritatea suprafeței dinților HRC54 ~ 62. Un rulment de tracțiune de dimensiuni mari este dispus la capătul frontal al arborelui de intrare gol pentru a rezista la împingerea axială a șurubului. Întreaga mașină are avantajele unui volum redus, capacitate mare de transport, transmisie stabilă, zgomot redus și eficiență ridicată.
Caracteristici speciale ale cutiei de viteze Extruder:
—— Proiectare modulară, gamă largă de transmisie și distribuție fină și rezonabilă;
—— Proiectarea formei este potrivită pentru configurarea universală a instalației;
—— Angrenajul este împământat de o mașină de măcinat viteză de înaltă precizie, cu transmisie echilibrată, zgomot redus și eficiență 98% între etape;


Condiții aplicabile cutiei de viteze dedicate mașinii de extrudare:
1. Viteza arborelui de mare viteză a cutiei de viteze nu este mai mare de 1500r / min.
2, temperatura mediului de lucru este 0-35C. Atunci când intervalul de temperatură depășește prevederile, dispozitivul de încălzire sau răcire poate fi pregătit separat în conformitate cu cerințele utilizatorului.


- Introducere
Cutia de viteze extruder ZLYJ Plastic este un fel de ansamblu de viteze rigid de înaltă precizie, special conceput pentru extruderul din plastic / cauciuc cu o singură șurub. Luând JB / T 8853-2001 Cutie de viteze extruder cilindric din plastic ca referință pentru proiectare, produsele aplică oțel din aliaj de înaltă rezistență cu emisii reduse de carbon pentru angrenaje și arbore de viteze, cu flancul dinților carburați, stinși și împământați, pentru a atinge precizia angrenajului la nivelul 6 (GB / T 10095) și duritatea flancul dintelui HRC54 ~ 62. Pe partea din față a arborelui de ieșire este montat un rulment de tracțiune imens pentru a suporta tracțiunea de la șurub.
- Utilizați Scope
- Rotația de intrare a elementului de avans trebuie să fie ≤ 1500 rpm.
- Viteza periferică a antrenării angrenajului este ≤ 20m / s.
- Temperatura mediului de lucru trebuie să fie de -40 ℃ ~ 45 ℃. Preîncălziți uleiul lubrifiant până la 0 above sau alegeți uleiul de lubrifiere la temperatură scăzută atunci când temperatura ambiantă este sub 0 ℃.
Notă:
- Rotirea este disponibilă atât înainte, cât și înapoi. Cu toate acestea, arborele de mare viteză al unor tipuri de cutie de viteze din extruder din plastic are o pompă de ulei cu o singură direcție, direcționată ca implicită către arborele de ieșire care se rotește în sensul acelor de ceasornic.
III. Tipuri de cutii de viteze pentru extruder din plastic
Plăci de identificare ale produsului: Când sunt livrate, toate cutiile de viteze din extruder din plastic sunt atașate cu plăci de identificare pentru a specifica tipul, capacitatea, data producției, numărul de fabrică și alte caracteristici în scopul întreținerii, care nu trebuie îndepărtate la întâmplare.
- Instalarea și conectarea cutiei de viteze extruder din plastic
- Asigurați-vă că fundația de instalare a cutiei de viteze extruder din plastic este nivelă, sigură și stabilă. Instalați cu atenție instalația într-un mediu special de lucru. Când toate șuruburile de ancorare sunt strânse uniform, asigurați-vă că șurubul introdus în arborele de ieșire se rotește liber și regulat.
- Conexiunea de compensare a erorilor trebuie să prevaleze pentru conectarea cutiei de viteze din extruder din plastic la mutorul prim. Asigurați concentricitatea părții de conectare a liniei medii axiale a arborelui de intrare al cutiei de viteze a extruderului din plastic. Verificați deviația axială și deplasarea unghiulară, a cărei abatere trebuie să se încadreze în valoarea admisă a cuplajului aplicat.
- Verificați durabilitatea radială suplimentară a arborelui cutiei de viteze extruder din plastic în conformitate cu eșantionul produsului, cu condiția ca roata de curea, angrenajul și roata de lanț să fie utilizate pentru a introduce și ieși forța motrice a cutiei de viteze pentru extruder din plastic. În partea de mijloc a arborelui de intrare, forța radială suplimentară nu trebuie să fie mai mult de (N), în care momentul de intrare al cutiei de viteze extruder din plastic (NM).
- După instalare, completați în cutia de viteze extruder din plastic uleiul lubrifiant până când atingeți linia centrală a indicelui de ulei atunci când distribuiți uniform.
- Conectați-vă și porniți sistemul de răcire a apei pentru a verifica dacă îmbinările sângerează sau se scurg.
- Porniți puterea pentru a rula temporar cutia de viteze extruder din plastic fără sarcină. Verificați dacă conducta de lubrifiere sângerează sau scurge, piesele și componentele se slăbesc și apar zgomot. Cutia de viteze din extruder din plastic poate fi predată dacă totul este în regulă.

Atenţie:
◇ Decuplați și împiedicați (cu ajutorul unei etichete de avertizare, etc.) reconectarea alimentării cu motorul înainte de instalarea cuplajelor.
◇ Lovitura cu ciocan sau alte unelte similare nu este permisă atunci când se montează cuplajele și angrenajele mici pe capătul arborelui.
◇ Asigurați-vă tensiunea corectă a centurii când instalați roata centurii.
◇ Nu instalați și nu dezinstalați șurubul cu forța în raport cu partea de ieșire.
◇ Hota de protecție trebuie asigurată părților rotative exterioare ale cutiei de viteze pentru extruder din plastic (cum ar fi cuplajul, scripetele centurii etc.).
◇ Îndepărtați bine antirustul, murdăria sau alte pete de pe suprafața capătului și a flanșei a arborelui de conectare. Solventul este permis pentru curățare, dar trebuie împiedicat să curgă pe etanșarea buzelor a elementelor de etanșare ale capătului arborelui.
- Funcționarea cutiei de viteze pentru extruder din plastic
Examinări înainte de operare:
- Înainte de operare, verificați dacă Cutia de viteze a extruderului din plastic are ulei lubrifiant la nivelul corespunzător din interiorul acesteia. Suplimentează uleiul în caz de lipsă.
- Toate piesele de conectare trebuie să fie sigure. Toate dispozitivele de protecție trebuie să fie complete.
- Verificați dacă mediul ambiental este sub 0 ℃, dacă da, preîncălziți uleiul lubrifiant până la 0 ℃.

Funcționarea cutiei de viteze pentru extruder din plastic:
- Rulați cutia de viteze extruder din plastic pentru 5 ~ 10 minute fără încărcare (dacă cutia de viteze extruder din plastic este echipată cu pompa de viteze a motorului, porniți pompa mai întâi) pentru a lubrifia corespunzător rulmenții și angrenajele. Dacă cutia de viteze Plastic extruder este utilizată pentru prima dată, după funcționarea inactivă, adăugați încărcări pas cu pas la 20% din sarcina nominală de fiecare dată pentru 1 ~ 2 ore până la încărcarea nominală completă. Puneți în funcțiune dacă totul este în regulă.
- În timpul funcționării, monitorizați și notați din când în când creșterea temperaturii cutiei de viteze din extruder din plastic. Dacă creșterea temperaturii cutiei de viteze din extruder din plastic depășește 70 ℃ sau dacă temperatura uleiului depășește 100 ℃, opriți cutia de viteze extruder din plastic pentru a afla și rezolva problemele. Dacă este necesar, contactați departamentul nostru de servicii post-vânzare. Înlocuiți uleiul lubrifiant înainte de a porni din nou cutia de viteze a extruderului din plastic.
- Cutia de viteze extruder din plastic trebuie oprită după cum urmează: Opriți buncărul de alimentare și, după ce toate materialele din găleată au fost transportate, opriți alimentarea către cutia de viteze extruder din plastic (dacă cutia de viteze extruder din plastic este echipată cu angrenajul pompa motorului, opriți pompa mai întâi)
- Rulați cutia de viteze extruder din plastic la fiecare săptămână 2 până la 3 în cazul unei neliniști îndelungate.
- Efectuați măsuri anti-rugină în interiorul și în exteriorul cutiei de viteze pentru extruder din plastic în caz de inactivitate peste 6 luni:
Umpleți uleiul lubrifiant până la capăt, înfășurați capătul arborelui și suprafața nevopsită cu materiale de ceară anti-rugină și protejați cu unsoare lubrifiantă etanșarea buzelor de etanșare a părților de osie de pătrunderea antirustului.
Atenţie:
◇ În faza incipientă a funcționării, pompa de ulei poate avea zgomot puternic rezultat din vâscozitatea ridicată a uleiului lubrifiant și rezistența mare de aspirație împotriva pompei de ulei, care va muri treptat odată cu creșterea temperaturii uleiului lubrifiant.
◇ Dacă pompa de ulei produce zgomot puternic în timpul funcționării normale a cutiei de viteze extruder din plastic, curățați filtrul de ulei pentru a trece conducta de ulei.
◇ Monitorizați din când în când scurgerea de ulei a cutiei de viteze extruder din plastic în timpul funcționării sale și, dacă este cazul, opriți cutia de viteze extruder din plastic pentru a rezolva problema.
- Reparatii si intretinere
- Intervalul de reparație și întreținere
|
Interval de timp |
Reparatii si intretinere |
|
Operatie normala |
Verificați temperatura plasticului extruder Cutie de viteze: cel mult 90 ℃ atunci când folosiți ulei de lubrifiere minerală cel mult 100 ℃ atunci când folosiți ulei de lubrifiere sintetică Verificați dacă există zgomot anormal al cutiei de viteze extruder din plastic Verificați dacă există scurgeri ale cutiei de viteze a extruderului din plastic |
|
După operarea 500 ~ 800 ore |
În primul rând înlocuirea uleiului lubrifiant după operația inițială Verificați nivelul uleiului pentru a determina umplerea uleiului |
|
Fiecare operațiune 3000 de oră, cel puțin o jumătate de an |
Verificați uleiul lubrifiant și, în caz de mediu exterior sau umed, asigurați-vă că conținutul de apă din uleiul lubrifiant nu trebuie să depășească 500ppm Înlocuiți uleiul lubrifiant mineral (o oră de lucru mai mică de 8h pe zi) Curățați dopul de aer |
|
În funcție de condiția de operare, cel puțin o dată pe lună 3 |
Înlocuiți uleiul de lubrifiere cu minerale (lucru continuu mult timp) Verificați dacă există o slăbire a șurubului articulației Verificați situațiile de contaminare și dispozitivele de ungere și răcire Curățați filtrul de ulei lubrifiant și înlocuiți miezul filtrului, dacă este necesar |
|
În funcție de condițiile de funcționare, cel puțin o dată pe an |
Înlocuiți uleiul de lubrifiere sintetică |
|
Conform mediului și stării de funcționare |
Îmbunătățiți sau înlocuiți vopseaua de protecție (rezistentă la rugină) pe suprafață Curățați suprafața exterioară și cutia de viteze a extruderului din plastic Verificați dispozitivele accesorii echipate |
- Interval de timp pentru înlocuirea uleiului lubrifiant

Înlocuiți regulat uleiul de ungere de tip special Extruder din plastic Cutie de viteze care funcționează într-un mediu sever. Figura de mai jos prezintă intervalul de timp pentru înlocuirea uleiului de ungere în mediu normal. CLP HC se referă la uleiul de lubrifiere sintetic PAO.
(1) Timp de funcționare (2) Temperatură continuă în baia de ulei (valoarea medie a 70 ℃)
VII. Analiza defecțiunilor și soluții
|
Defecte |
Cauze |
soluţii |
|
Defecte |
Cauze |
soluţii |
|
Zgomot operațional anormal și regulat |
A. Zgomot de rulare / frezare: rulmentul este deteriorat B. Zgomot de lovitură: jogging neuniform |
A. Verificați uleiul lubrifiant și înlocuiți rulmentul B. Contactați Guomao |
Scurgerea uleiului lubrifiant: suprafața de joncțiune a cutiei de viteze extruder din plastic Suprafața finală a cutiei de viteze extruder din plastic Acoperirea orificiului de vedere al cutiei de viteze extruder din plastic Punctul de etanșare al arborelui de antrenare Ștecher de descărcare de ulei Mufă de aer |
Slăbirea pieselor de conectare ale cutiei de viteze pentru extruder din plastic Slăbirea fixării de conectare Instalarea incorectă a pieselor de etanșare Deteriorarea / abraziunea pieselor de etanșare A pierde conexiunea Prea mult nivel de ulei lubrifiant Instalare incorectă |
Verificați șuruburile de conectare și strângeți cele libere, dacă este necesar Verificați partea de etanșare și înlocuiți-o dacă este necesar Verificați nivelul uleiului / îmbunătățiți epuizarea Contactați Guoma |
|
|
Zgomot operațional anormal și neregulat |
Impuritatea uleiului lubrifiant |
Verificați uleiul de lubrifiere, opriți funcționarea și contactați Guomao |
||||
|
Zgomot anormal în părțile fixe ale cutiei de viteze a extruderului din plastic |
Elementul de fixare al cutiei de viteze extruder din plastic se desface |
Verificați elementele de fixare și utilizați cele specificate |
||||
|
Temperatură de funcționare prea ridicată |
A. La mult ulei lubrifiant B. Îmbătrânirea și deteriorarea uleiului de ungere C. O impuritate abundentă în uleiul lubrifiant D. Deteriorarea pompei de ungere E. Defecțiunea sistemului de răcire |
A. Verificați nivelul uleiului și modificați dacă este necesar B. Verificați timpul de înlocuire a uleiului de lubrifiere C. Verificați uleiul lubrifiant D. Verificați pompa de ungere și înlocuiți-o E. Verificați sistemul de răcire |
Temperatură prea ridicată pe rulment |
A. Ulei lubrifiant insuficient B. Îmbătrânirea și deteriorarea uleiului de ungere C. Deteriorarea pompei de ungere D. Deteriorarea rulmentului |
A. Verificați nivelul uleiului și modificați dacă este necesar B. Verificați timpul de înlocuire a uleiului de lubrifiere C. Verificați pompa de lubrifiere și înlocuiți-o D Verificați rulmentul și înlocuiți-l |
|
|
Temperatură excesivă la punctul de etanșare a capătului arborelui în perioada de rulare |
Curățarea insuficientă a conexiunii capătului arborelui în timpul instalării Rularea pieselor de etanșare și a capătului arborelui |
Curățați capătul arborelui Considerați-o ca fiind normală Contactați Guoma |
Când contactați Guomao, vă rugăm să furnizați următoarele informații:
|
Completați datele de pe plăcuța de identificare |
- |
Tipuri și scopuri ale defecțiunilor |
- |
Timpul și fenomenele defecțiunilor au avut loc |
- |
Cauze |


VIII. Selectarea uleiului lubrifiant
Vâscozitatea uleiului lubrifiant se determină în conformitate cu viteza V periferică, mediul de lucru sau metoda de ungere a angrenajelor de mare viteză:
Când V≤2.5m / s sau temperatura ambiantă se încadrează în 35 ℃ ~ 50 ℃, alegeți uleiul cu angrenaje închise industriale cu încărcare medie CKC320 sau uleiul cu angrenaje închise industrial cu sarcină grea CKD320;
Când se aplică V > 2.5m / s sau lubrifiere cu circulație forțată, alegeți uleiul cu angrenaje închise industriale cu sarcină medie CKC220 sau uleiul cu angrenaje închise industriale cu sarcină grea CKD220.
Lubrifiant
Grăsimea lubrifiantă nu este recomandată pentru cutia de viteze a extruderului din plastic. Contactați-ne dacă este necesar.
Vezi Annex-Tabelul de comparare a uleiului lubrifiant pentru produse de ulei lubrifiant intern și străin
- Articole de îmbrăcăminte
Lista pieselor de uzură ale cutiei de viteze pentru extruder din plastic
Listă de ambalare Cutie de viteze extruder din plastic
Anexa - Tabelul de comparare a uleiului lubrifiant (Ulei lubrifiant mineral):
|
Categorii |
ISO VG |
AGMA |
Furnizor |
Tip de ulei lubrifiant |
Viscozitate / 40 ℃ |
Punctul de îngheț ℃ |
|
Categorii |
ISO VG |
AGMA |
Furnizor |
Tip de ulei lubrifiant |
Viscozitate / 40 ℃ |
Punctul de îngheț ℃ |
|
220 |
220 |
5EP |
decembrie |
Degol BG220 |
220 |
-21 |
320 |
320 |
6EP |
decembrie |
Degol BG320 |
320 |
-18 |
|
|
BP |
Energol GR-XP220 |
210 |
-27 |
BP |
Energol GR-XP320 |
305 |
-24 |
|||||||
|
Castrol |
Alpha SP220 |
220 |
-21 |
Castrol |
Alpha SP320 |
320 |
-21 |
|||||||
|
Castrol |
Alphamax 220 |
220 |
-24 |
Castrol |
Alphamax 320 |
320 |
-18 |
|||||||
|
Blazon |
Ulei industrial EP220 |
220 |
-12 |
Blazon |
Ulei industrial EP320 |
320 |
-9 |
|||||||
|
Zeiţă |
Falcon CLP220 |
220 |
-18 |
Zeiţă |
Falcon CLP320 |
320 |
-18 |
|||||||
|
Esso |
EP220 spartan |
226 |
-30 |
Esso |
EP320 spartan |
332 |
-27 |
|||||||
|
Exxon |
EP220 spartan |
226 |
-30 |
Exxon |
EP320 spartan |
332 |
-27 |
|||||||
|
vulpe |
Renolin CLP220 Plus |
223 |
-23 |
vulpe |
Renolin CLP320 Plus |
323 |
-21 |
|||||||
|
Golf |
Lubrifiant EP EP220 |
219 |
-19 |
Golf |
Lubrifiant EP EP320 |
300 |
-12 |
|||||||
|
Klüber |
Klüberoil GEM 1-220 |
220 |
-15 |
Klüber |
Klüberoil GEM 1-320 |
320 |
-15 |
|||||||
|
Kuweit |
Q8 Goya 220 |
220 |
-21 |
Kuweit |
Q8 Goya 320 |
320 |
-18 |
|||||||
|
Mobil |
Mobilgear 630 |
207 |
-18 |
Mobil |
Mobilgear 632 |
304 |
-18 |
|||||||
|
Mobil |
Mobilgear XMP 220 |
220 |
-24 |
Mobil |
Mobilgear XMP 320 |
320 |
-18 |
|||||||
|
Molub-aliaj |
MA-90 / 220 |
220 |
-18 |
Molub-aliaj |
MA-90 / 320 |
320 |
-15 |
|||||||
|
OPTIMOL |
Optigear BM220 |
233 |
-15 |
OPTIMOL |
Optigear BM320 |
338 |
-15 |
|||||||
|
Petro Canada |
Ultima EP220 |
223 |
-30 |
Petro Canada |
Ultima EP320 |
320 |
-21 |
|||||||
|
Coajă |
Omala Oil F220 |
220 |
-21 |
Coajă |
Omala Oil F320 |
320 |
-18 |
|||||||
|
Texaco |
Meropa 220 |
209 |
-21 |
Texaco |
Meropa 320 |
304 |
-18 |
|||||||
|
Total |
Carter EP220 |
220 |
-12 |
Total |
Carter EP320 |
320 |
-12 |
|||||||
|
TRIBOL |
Tribol 1100 / 220 |
222 |
-25 |
TRIBOL |
Tribol 1100 / 320 |
317 |
-23 |
|||||||
|
GB5903-95 |
Intern |
CKC220 |
198 ~ 242 |
≤-8 |
GB5903-95 |
Intern |
CKC320 |
288 ~ 352 |
≤-8 |
|||||
|
GB5903-95 |
Intern |
CKD220 |
198 ~ 242 |
≤-8 |
GB5903-95 |
Intern |
CKD320 |
288 ~ 352 |
≤-8 |
|||||

Anexa - Tabelul de comparare a uleiului lubrifiant (Ulei lubrifiant sintetic PAO):
|
Categorii |
ISO VG |
AGMA |
Furnizor |
Tip de ulei lubrifiant |
Viscozitate cSt |
Punctul de îngheț ℃ |
|
Categorii |
ISO VG |
AGMA |
Furnizor |
Tip de ulei lubrifiant |
Viscozitate cSt |
Punctul de îngheț ℃ |
||
|
40 ℃ |
100 ℃ |
40 ℃ |
100 ℃ |
|||||||||||||
|
220 |
220 |
5EP |
Zeiţă |
În HCLP220 |
220 |
25.1 |
-36 |
320 |
320 |
6EP |
Zeiţă |
În HCLP320 |
320 |
33.9 |
-33 |
|
|
Esso |
EP220 Sintetic Spartan |
232 |
26.5 |
-39 |
Esso |
EP320 Sintetic Spartan |
328 |
34.3 |
-36 |
|||||||
|
Exxon |
EP220 Sintetic Spartan |
232 |
26.5 |
-39 |
Exxon |
EP320 Sintetic Spartan |
328 |
34.3 |
-36 |
|||||||
|
vulpe |
Renolin Unisyn CLP220 |
221 |
25.8 |
-42 |
vulpe |
Renolin Unisyn CLP320 |
315 |
33.3 |
-39 |
|||||||
|
Klüber |
Klübesynth EG 4-220 |
220 |
26 |
-40 |
Klüber |
Klübesynth EG 4-320 |
320 |
38 |
-40 |
|||||||
|
Mobil |
Mobilgear SHC XMP 220 |
220 |
28.3 |
-45 |
Mobil |
Mobilgear SHC XMP 320 |
320 |
37.4 |
-39 |
|||||||
|
Mobil |
Mobilgear SHC 220 |
213 |
26 |
-51 |
Mobil |
Mobilgear SHC 320 |
295 |
34 |
-48 |
|||||||
|
OPTIMOL |
Optigear Synthic A220 |
210 |
23.5 |
-36 |
OPTIMOL |
Optigear Synthic A320 |
290 |
30 |
-36 |
|||||||
|
Coajă |
Ulei Omala HD220 |
220 |
25.5 |
-48 |
Coajă |
Ulei Omala HD320 |
320 |
33.1 |
-42 |
|||||||
|
Texaco |
Pinnacle EP220 |
220 |
25.8 |
-48 |
Texaco |
Pinnacle EP320 |
320 |
35.2 |
-39 |
|||||||
|
Total |
Carter EP / HT220 |
220 |
25 |
-39 |
Total |
Carter EP / HT320 |
320 |
33 |
-36 |
|||||||
|
TRIBOL |
Tribol 1510 / 220 |
220 |
24.6 |
-42 |
TRIBOL |
Tribol 1510 / 320 |
330 |
33.2 |
-39 |
|||||||
|
TRIBOL |
Tribol 1710 / 220 |
220 |
- |
-33 |
TRIBOL |
Tribol 1710 / 320 |
320 |
- |
-30 |
|||||||
|
Intern |
Zid mare |
4405/220 |
221.3 |
- |
-42 |
|
|
|
|
|
|
|||||
|
Intern |
Zid mare |
4406/220 |
225.3 |
- |
-42 |
Intern |
Zid mare |
4406/320 |
330.5 |
- |
-40 |
|||||

Principiul extruderului cu un singur șurub
Șurubul unic este în general împărțit în trei secțiuni în lungimea efectivă. Lungimea efectivă a celor trei secțiuni este determinată în funcție de diametrul șurubului și de pasul șurubului. În general, este împărțit într-o treime.
Ultimul fir al portului materialului se numește secțiunea de transport: materialul trebuie să fie plasticizat aici, dar trebuie preîncălzit și compactat. În trecut, vechea teorie a extrudării credea că materialul de aici era liber, iar mai târziu a dovedit că materialul de aici este de fapt Ștecherul solid, adică materialul de aici este un solid ca un dop, după ce a fost stors. funcția sa atât timp cât sarcina de transport este finalizată.
A doua secțiune se numește secțiune de compresie. În acest moment, volumul canelurii este redus treptat de la mare la mare, iar temperatura trebuie să atingă gradul de plasticizare a materialului. Aici, compresia este generată de secțiunea de transport trei, unde este comprimată la una, care se numește raportul de compresie al șurubului - 3: 1, unele mașini s-au schimbat și materialul plasticizat finit intră în a treia etapă.
A treia secțiune este secțiunea de dozare, unde materialul menține temperatura de plastifiere, transportă la fel de precis și cantitativ materialul topit ca pompa de dozare pentru a alimenta capul, moment în care temperatura nu poate fi mai mică decât temperatura de plastifiere, în general ușor mai mare .
Editor de economisire a energiei Extruder
Economisirea de energie a extruderului poate fi împărțită în două părți: una este partea de alimentare, iar cealaltă, partea de încălzire.
Economie de energie: cea mai mare parte a invertoarelor sunt utilizate. Metoda de economisire a energiei constă în economisirea energiei reziduale a motorului. De exemplu, puterea reală a motorului este 50Hz și ai nevoie doar de 30Hz în producție pentru a produce suficient. Consumul excesiv de energie este zadarnic. Irosit, invertorul trebuie să schimbe puterea motorului pentru a realiza economii de energie.
Economisirea energiei în partea de încălzire: Cea mai mare parte a economiei de energie la încălzire este economisirea de energie prin încălzitorul electromagnetic, iar rata de economisire a energiei este de aproximativ 30% ~ 70% din inelul de rezistență vechi.
proces de lucru
Materialul plastic intră în extruder din buncăr, și este transportat înainte prin rotirea șurubului. În timpul mișcării înainte, materialul este încălzit de butoi, tăiat cu șurub și comprimat pentru a topi materialul. Astfel, se realizează o schimbare între cele trei stări ale stării sticloase, starea elastică înaltă și starea de curgere vâscoasă.
În cazul presurizării, materialul în stare vâscoasă este trecut printr-o matriță având o anumită formă, apoi devine un continuum având o secțiune transversală și un aspect asemănător gurii în funcție de matriță. Apoi este răcit și modelat pentru a forma o stare sticloasă, obținând astfel partea care trebuie prelucrată.
Editor de compoziții
În extruder, în general, cel mai de bază și cel mai versatil este un extruder cu un singur șurub. Cuprinde în principal: șase părți: transmisie, dispozitiv de alimentare, butoi, șurub, cap mașină și matriță.

Secțiunea de transmisie
Partea de transmisie este compusă de obicei dintr-un motor electric, o cutie de viteze de reducere și rulmenți. În timpul procesului de extrudare, viteza șurubului trebuie să fie stabilă și nu se poate modifica odată cu schimbarea sarcinii șurubului, astfel încât să se mențină calitatea uniformă a produsului obținut. Cu toate acestea, în diferite ocazii, șurubul poate fi solicitat să fie schimbat pentru a atinge cerința ca un dispozitiv să poată extrage diferite materiale plastice sau produse diferite. Prin urmare, această parte folosește în general motorul comutatorului alternativ, motorul cu curent continuu și alte dispozitive pentru a realiza schimbarea de viteză continuă, viteza generală a șurubului este 10 ~ 100 rev / min.
Funcția sistemului de transmisie este de a conduce șurubul, care furnizează cuplul și viteza cerute de șurub în timpul procesului de extrudare, constând de obicei dintr-un motor, o cutie de viteze și un rulment. Sub premisa că structura este practic aceeași, costul de fabricație al cutiei de viteze este aproximativ proporțional cu dimensiunile și greutatea sa exterioară. Deoarece forma și greutatea cutiei de viteze sunt mari, înseamnă că există multe materiale consumate în timpul fabricației, iar rulmenții folosiți sunt de asemenea relativ mari, ceea ce crește costul de fabricație.
Dispozitiv de alimentare
Majoritatea materiilor prime sunt peletizate, dar se pot folosi și benzi sau pulberi. Echipamentul de încărcare folosește, de obicei, o buncăr conică cu o necesitate de volum de cel puțin o oră. În partea inferioară a buncărului este prevăzut un dispozitiv de închidere pentru a regla și a tăia debitul, iar pe partea laterală a buncărului sunt instalate o gaură de vedere și un dispozitiv de dozare. Unele buncăruri pot avea, de asemenea, un dispozitiv de reducere a presiunii sau un dispozitiv de încălzire care împiedică materia primă să absoarbă umiditatea din aer, sau unele dintre cartușe pot avea, de asemenea, un agitator propriu pentru alimentarea sau alimentarea automată.
coș
Buncărul este realizat în general într-o formă simetrică. Pe partea laterală a buncărului se deschide o fereastră pentru a observa nivelul materialului și starea de alimentare. Partea inferioară a buncărului are o ușă de deschidere și închidere pentru a opri și regla cantitatea de alimentare. Acoperiți partea superioară a buncărului, pentru a împiedica praful, umiditatea și impuritățile să cadă în ea. Atunci când selectați materialul buncărului, este mai bine să utilizați materiale ușoare, rezistente la coroziune și ușor de utilizat, în general, utilizând plăci de aluminiu și oțel inoxidabil. Volumul buncărului depinde de dimensiunea extruderului și de metoda de încărcare. În general, cantitatea de extrudare a extruderului este de la 1 la 1.5 ore.

Există două tipuri de metode de alimentare: alimentarea manuală și alimentarea automată. Alimentarea automată include, în principal, alimentarea cu arc, alimentarea prin explozie, alimentarea cu vid, transportul cu bandă de transport și altele asemenea. În general, extruderele mici sunt încărcate manual și extruderele mari sunt încărcate automat.
Clasificarea metodelor de hrănire
1 Hrănire gravitațională:
Principiul - materialul intră în butoi cu greutatea proprie, inclusiv alimentarea manuală, alimentarea cu arc și sablare.
Caracteristici - structură simplă și cost redus. Cu toate acestea, este ușor să provocați o hrănire inegală, ceea ce afectează calitatea pieselor. Este potrivit numai pentru extrudere de dimensiuni mici.
2 Alimentare forțată:
Principiul - Instalați un dispozitiv în buncăr care aplică presiune externă materialului, forțând materialul în butoiul extruderului.
Caracteristici - poate depăși fenomenul „pod”, astfel încât hrănirea să fie uniformă. Șurubul de alimentare este condus de șurubul extruderului prin lanțul de antrenare pentru a-și regla viteza la viteza șurubului. Dispozitivul de protecție la suprasarcină poate fi activat atunci când portul de alimentare este blocat, evitând astfel deteriorarea dispozitivului de alimentare.
Cartuș
În general, este un butoi din material metalic realizat din oțel aliat sau țeavă din oțel compozit căptușit cu oțel aliat. Caracteristicile sale de bază sunt rezistența ridicată la temperatură și presiune, rezistență puternică la uzură și coroziune. În general, lungimea butoiului este de 15 până la 30 ori diametrul său, iar lungimea este astfel încât materialul să fie suficient de încălzit și de plasticizat uniform. Butoiul trebuie să aibă o grosime și rigiditate suficientă. Interiorul trebuie să fie neted, dar unele dintre butoaie sunt gravate cu diverse caneluri pentru a crește frecarea cu plasticul. Încălzirea electrică, dispozitivele de control al temperaturii și sistemele de răcire sunt prevăzute la exteriorul butoiului cu rezistențe, inductoare și alte mijloace de încălzire.

Există trei forme de material în butoi:
(1) baril integral
Metoda de prelucrare - prelucrată pe întreg materialul.
Avantaje - pentru a asigura o precizie ridicată de fabricație și o precizie de asamblare, poate simplifica lucrările de asamblare, cilindrul este încălzit uniform și mai multe aplicații.
Dezavantaje - Datorită lungimii mari a butoiului și cerințelor ridicate de prelucrare, cerințele pentru echipamentele de prelucrare sunt, de asemenea, foarte stricte. Suprafața interioară a butoiului este greu de reparat după uzură.
(2) Material combinat
Metoda de prelucrare - butoiul este prelucrat în mai multe etape, apoi secțiunile sunt conectate prin flanșe sau alte forme.
Avantaje - prelucrare simplă, ușor de modificat raportul de aspect, utilizat mai ales pentru a schimba raportul de aspect al șurubului.
Dezavantaje - cerințe de precizie ridicate de prelucrare, datorită multor segmente, este dificil să se asigure coaxialitatea fiecărui segment, conexiunea cu flanșă rupe uniformitatea încălzirii cu baril, crește pierderea de căldură, încălzirea și reglajele sistemului de răcire și întreținere
(3) Butoi bimetalic
Metoda de prelucrare - Încărcați sau turnați un strat de material din oțel aliat în interiorul bazei de oțel carbon obișnuit sau oțel turnat. Nu numai că îndeplinește cerințele materiale ale butoiului, dar și economisește materiale metalice prețioase.

1 Cartuș cu bușetă: Cartușul este prevăzut cu o bucșă de oțel din aliaj înlocuibil. Economisind metale prețioase, bucșele pot fi înlocuite și durata de viață a butoiului este crescută. Dar designul, fabricația și asamblarea acestuia sunt mai complicate.
2 Butoi de turnare: Un strat de aliaj de aproximativ 2 mm este turnat centrifugal pe peretele interior al butoiului, iar apoi diametrul interior necesar al butoiului este obținut prin șlefuire. Stratul de aliaj este bine lipit de baza butoiului, iar lipirea de-a lungul lungimii axiale a butoiului este relativ uniformă, nu are tendința de a se desprinde, nu se fisură, are performanțe excelente de alunecare și are o rezistență ridicată la uzură. viata lunga.
1) Se deschide canelura longitudinală a peretelui interior al secțiunii de alimentare a butoiului
Pentru a crește viteza de transport a solidelor, o metodă este creșterea coeficientului de frecare a suprafeței cilindrului prin teoria transportului solid. O altă metodă este de a mări suprafața materialului la portul de alimentare prin secțiunea transversală perpendiculară pe axa șurubului. Formarea unei caneluri longitudinale în peretele interior al secțiunii de alimentare a butoiului și a conicului peretelui interior al secțiunii secțiunii de alimentare de lângă portul de alimentare sunt specificul celor două metode.
2) Butoi de secțiune de alimentare cu răcire forțată
Există, de asemenea, o metodă pentru a crește cantitatea de solide transportate. Este de a răci butoiul secțiunii de alimentare, scopul este de a menține temperatura materialului care trebuie transportat sub punctul de înmuiere sau punctul de topire, pentru a evita apariția filmului topit pentru a menține proprietatea de frecare solidă a materialului.
Prin metoda de mai sus, eficiența transportului este crescută de la 0.3 la 0.6, iar cantitatea de extrudare este mai puțin sensibilă la modificările presiunii capului.


Șurubul este inima extruderului și este o componentă cheie a extruderului. Performanța șurubului determină productivitatea, calitatea plasticizării, dispersia umpluturii, temperatura topirii, consumul de energie etc. al extruderului. . Este cea mai importantă parte a extruderului, care poate afecta direct intervalul de aplicare și eficiența de producție a extruderului. Rotația șurubului exercită o presiune extremă asupra plasticului. Plasticul se poate mișca, presuriza și obține o anumită căldură din frecarea din cilindru. Plasticul este amestecat și plastifiat în timpul mișcării cilindrului, iar starea de curgere vâscoasă Topita este modelată în timp ce este extrudată pentru a curge prin matriță pentru a obține forma dorită. Ca și butoiul, șurubul este, de asemenea, realizat dintr-un aliaj rezistent la căldură, la căldură și la coroziune.
Datorită varietății materialelor plastice, proprietățile lor sunt de asemenea diferite. Prin urmare, în funcționarea propriu-zisă, pentru a se adapta diferitelor necesități de prelucrare a plasticului, tipurile de șuruburi necesare sunt diferite, iar structurile sunt de asemenea diferite. Pentru a maximiza eficiența materialelor plastice pentru a maximiza transportul, extrudarea, amestecarea și plasticizarea.
Imaginea arată câteva șuruburi mai comune. Parametrii de bază care indică caracteristicile șurubului includ următorii: diametrul, raportul de aspect, raportul de compresie, pasul, adâncimea canelurii, unghiul helixului, șurubul și golul de butoi și altele asemenea. Cel mai obișnuit diametru cu șurub D este de aproximativ 45 până la 150 mm. Pe măsură ce diametrul șurubului crește, capacitatea de prelucrare a extruderului crește în consecință, iar productivitatea extruderului este proporțională cu pătratul diametrului șurubului D. Raportul dintre lungimea efectivă și diametrul părții de lucru a șurubului (menționat ca raport de aspect, exprimat ca L / D) este de obicei 18 ~ 25. L / D mare poate îmbunătăți distribuția temperaturii materialului, poate facilita amestecarea și plasticizarea materialelor plastice și poate reduce scurgerile și fluxul înapoi.



Îmbunătățirea capacității de producție a extruderului, șurubul L / D mare are adaptabilitate puternică și poate fi utilizat pentru extrudarea diferitelor materiale plastice; cu toate acestea, atunci când L / D este prea mare, materialele plastice vor fi degradate de timpul de încălzire și de șurub Când greutatea de sine crește, capătul liber se flexează și se înlătură, ceea ce face ușor zgârierea materialului între șurub și șuruburi și îngreunează procesul de fabricație; consumul de energie al extruderului este crescut. Un șurub prea scurt poate provoca o plasticizare slabă a frământării.
Jumătatea diferenței dintre diametrul interior al butoiului și diametrul șurubului se numește gol δ, ceea ce poate afecta productivitatea extruderului. Pe măsură ce δ crește, productivitatea scade. De obicei, controlul δ este de preferință aproximativ 0.1 până la 0.6 mm. δ este mic, materialul este supus unui efect de forfecare mare, care este benefic pentru plastifiere, dar δ este prea mic, acțiunea de forfecare puternică provoacă cu ușurință degradarea mecanică termică a materialului și, în același timp, șurubul este ușor agățat sau frecat de peretele cilindrului și Când δ este prea mic, aproape că nu există scurgeri sau fluxuri de fond ale materialului, ceea ce afectează într-o oarecare măsură amestecarea topiturii.
Unghiul helixului the este unghiul dintre filet și secțiunea transversală a șurubului. Pe măsură ce Φ crește, productivitatea extruderului crește, dar efectul de forfecare și forța de presare pe plastic sunt reduse. De obicei, unghiul helixului este între 10 ° și 30 grade. Între °, de-a lungul direcției de schimbare a lungimii șurubului, folosind adesea un șurub echidistant, luând pasul egal cu diametrul, valoarea Φ este aproximativ 17 ° 41 '
Cu cât raportul de compresie este mai mare, cu atât raportul de compresie este mai mare. Atunci când canelura este superficială, poate produce o rată mare de forfecare pentru plastic, ceea ce este benefic pentru transferul de căldură între peretele butoiului și materialului. Cu cât este mai mare eficiența de amestecare și plasticizare a materialelor, cu atât productivitatea este mai mică; dimpotrivă, canelura este adâncă. Situația este exact invers. Prin urmare, materialele sensibile la căldură (cum ar fi clorura de polivinil) trebuie utilizate cu șuruburi cu șuruburi adânci; pentru materialele plastice cu vâscozitate scăzută la topire și stabilitate termică ridicată (cum ar fi poliamida), trebuie utilizate șuruburi cu șuruburi superficiale.

1. Segmentarea șurubului
Când materialul se deplasează înainte de-a lungul șurubului, acesta suferă modificări de temperatură, presiune, vâscozitate etc. Această schimbare este diferită pe întreaga lungime a șurubului. În funcție de caracteristicile schimbătoare ale materialului, șurubul poate fi împărțit în adăugare (trimitere) de segmente de material și comprimare. Segment și segment de omogenizare.
1. Trei stări de materiale plastice și materiale plastice
Plasticul are două tipuri de termosetare și termoplastic. După ce materialele termorezistente sunt modelate și întărite, acestea nu pot fi încălzite și topite. Articolul modelat termoplastic poate fi reîncălzit și topit în alte articole.
Pe măsură ce temperatura se schimbă, termoplastul produce o schimbare în trei stări de sticlă, stare elastică ridicată și stare vâscoasă. Modificări repetate cu temperatura, cele trei stări produc modificări repetate.
A. Diferite caracteristici ale topirii polimerului în tri-stare:
Starea de sticlă - plasticul apare ca un solid rigid; energia mișcării termice este mică, forța intermoleculară este mare, deformarea este contribuită în principal de deformarea unghiului de legătură; după îndepărtarea forței externe, deformarea este restabilită instantaneu, aparținând deformării generale.
Stare foarte elastică - plasticul este o substanță asemănătoare cauciucului; deformarea este contribuită de orientarea întinderii macromoleculare cauzată de orientarea segmentului, iar valoarea deformării este mare; după îndepărtarea forței exterioare, deformarea poate fi recuperată, dar depinde de timp, ceea ce reprezintă o deformare elastică ridicată.
Stare de flux vâscos - materialele plastice apar ca niște topituri foarte vâscoase; energia termică intensifică în continuare mișcarea relativă de alunecare a moleculelor de lanț; deformarea este ireversibilă și aparține deformării plastice
b. Prelucrarea plasticului și tri-starea plasticului:
Mașinabil în sticlă de plastic. Prelucrare întindere în stare elastică ridicată, cum ar fi extragerea de sârmă, extrudarea conductelor, turnarea prin suflare și termoformare. În stare vâscoasă, acesta poate fi acoperit, rotomoldat și modelat prin injecție.
Atunci când temperatura este mai mare decât starea de debit vâscoasă, plasticul se va descompune termic, iar când temperatura este mai mică decât starea de sticlă, plasticul va fi împodobit. Atunci când temperatura plasticului este mai mare decât starea de curgere vâscoasă sau mai mică decât starea de sticlă, termoplastul tinde să fie grav deteriorat și distrus, astfel încât cele două zone de temperatură trebuie evitate la prelucrarea sau utilizarea produsului din plastic.


Profilul ușii și ferestrelor este realizat din pulbere de PVC. Extruderul din plastic Cutia de viteze este utilizată pe scară largă ca profil de fereastră și ușă, precum și ca material decorativ. Cu o tehnologie modernă și un design optimizat, are proprietatea unei capacități de ieșire ridicate, a duratei de viață lungă și a plasticului.
Cutia de viteze extruder din plastic este un fel de linie de producție este proiectată pentru extrudarea profilurilor din PVC din PVC și doze Windos și conducte de cabluri de comunicație în secțiune transversală, profiluri compozite din aluminiu-plastic, etc. Are o plastificare stabilă, o putere ridicată, forță scăzută scăzută, o durată de viață lungă și alte avantaje. Profilele din PVC pot fi utilizate în industria construcțiilor și în casă sau birou.
Ungere și răcire, încălzire
Angrenajele și lagărele sunt lubrifiate cu bazine de ulei și stropi. Pe lângă lubrifierea prin stropire, Cutie de viteze de suprafață dură seria ZLYJ iar deasupra au fost adăugate rulmenți la sistemul de ungere a pompei de ulei pentru ungere cu circulație forțată.
Uleiul de lubrifiere este uleiul de angrenaj sub presiune de calitate medie N220 sau alt ulei de patinaj de înaltă calitate, cu o vâscozitate similară.
Atunci când temperatura ambiantă este mai mică decât 0 ° C, în bazinul de ulei se adaugă o conductă de încălzire electrică pentru a preîncălzi uleiul lubrifiant.
Atunci când temperatura ambiantă este mai mare decât 35 ° C, compania noastră efectuează calculul balanței de căldură în funcție de valoarea temperaturii oferită de utilizator pentru a determina dacă crește dispozitivul de răcire.


Cutie de viteze cilindrică din seria ZLYJ Model de cutie de viteze întărită:
Specificațiile sunt: ZLYJ112, 133, 146, 173, 200, 225, 250, 280, 315, 330, 375, 420, 450; SJY224, 250, 280, 315; ZSYJ315, 375, 395, 420, 450, 560; 6E, 7E, 8E, 9E, 10E, 12E, 15E, JHM și alte cutii de viteze specifice industriei din plastic și cauciuc (pot fi personalizate pentru diverse cutii de viteze mari, care nu sunt standard).
Extruder cu șurub cu o singură șurub Extruder din plastic cu o singură șurub pentru mașină extruder din plastic
Cu salutări,
Cherry Zhang (Departamentul de vânzări; Miss.)
NER GROUP CO., LIMITED
Yantai Bonway Producător Co., Ltd.
Tel: + 86-535-6330966
Mobil: + 86-18865558975
www.planetary-gearbox.com
https://twitter.com/gearboxmotor
https://www.facebook.com/sogears1993
Viber / Line / Whatsapp / Wechat: 008618865558975
E-mail:
Adăugați: nr.5 Wanshoushan Road orașul Yantai provincia Shandong, China











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![]()
Cel mai bun serviciu de la expertul nostru în transmisiile de transmisie la curierul de primire.
Serviciul nostru de
Intrați în legătură
Yantai Bonway Manufacturer Co, Ltd
ANo.160 Changjiang Road, Yantai, Shandong, China(264006)
T + 86 535 6330966
W + 86 185 63806647